

|
|
||
Casks
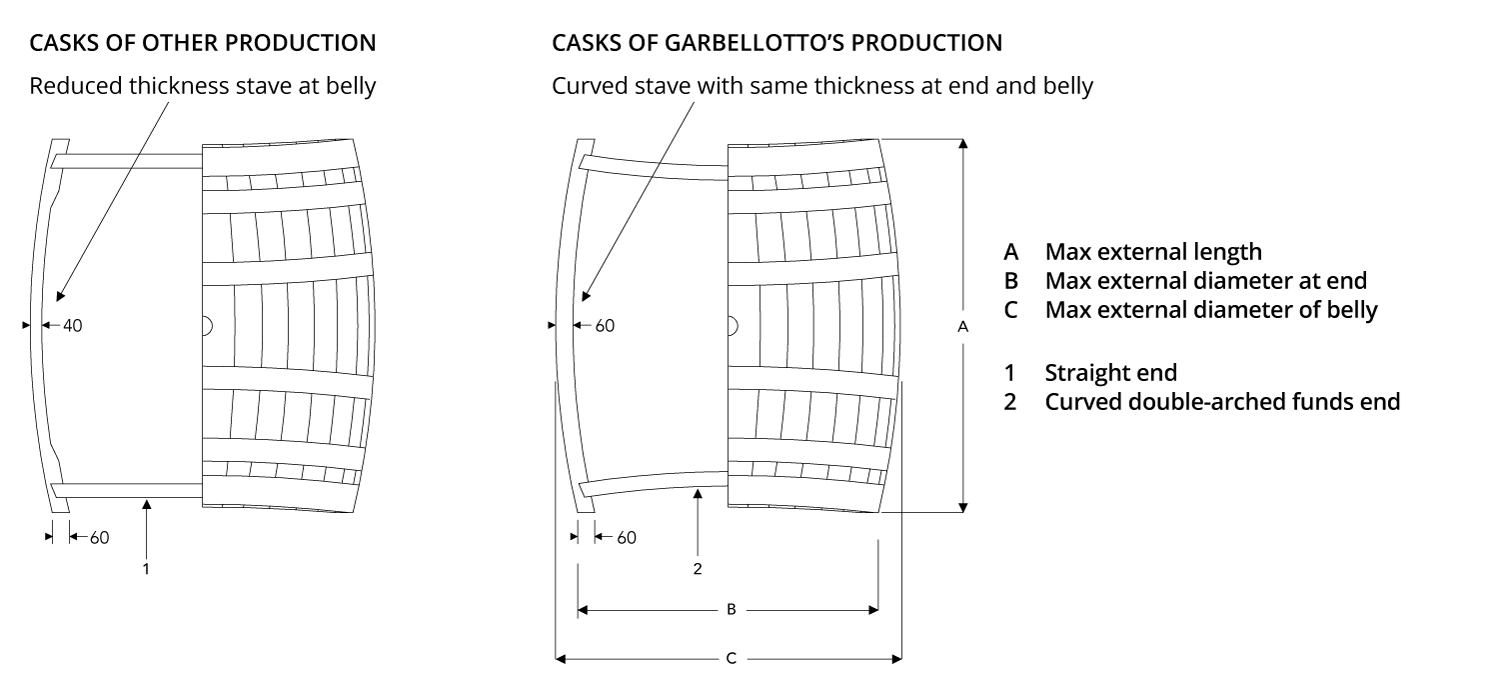
We make round and oval casks of 10 to 500 hl and over, in standard sizes or in sizes specifically requested by our clients. The staves are curved “full thickness”, which means they are homogeneous throughout their length (head and belly).
This particular curvature is used to obtain casks statically more solid, because the staves have full thickness particularly where the strain is greater; from the wine-making point of view they are more durable, because there is more wood yielding aromatic substances; renewable, because over the years it is possible to remove 5-8 mm of the internal thickness to revive aromatic exchange. Ample rational hoops made of top quality galvanised, phosphate-coated iron, complete construction of the casks. The interior of each cask is lightly shaved to facilitate cleaning in the winery, whereas the exterior is planed and sanded.
Both ends of the cask are bent with a double arch (dam principle), the only way to guarantee a perfectly watertight container. This double curving is needed for casks of 15 hl and over because otherwise the ends would deform, causing warping and irreparable leakage.
All casks are then controlled and tested at controlled pressure and temperature to verify perfect seal and precise capacity. The production process ends with the application of natural varnish and, if required, the head of the staves are painted in the traditional way with red paint.
Industry 4.0 technology can be applied.

Slat thickness and double curving of small end
Accessories
Standard accessories:
- wooden front door in a single wide stave, also available with silicon gasket;
- stainless steel front valve inserted above the front door. Diameter to requirements;
- wine taster inserted in the centre of the front-head;
- silicone or glass airlock bung-hole plug;
- pair of damp-proof wooden cask supports;
- drainage valve 30mm.
Available on demand:
- 18/8 Aisi 304 stainless steel door;
- drainage unit entirely in 18/8 Aisi 304 stainless steel;
- 18/10 Aisi 316 stainless steel top closing system;
- temperature control system.
18/8 AISI 304 STAINLESS STEEL DOOR

Size 24 x 46cm, easy to reach, complete with required valve. Fitted perfectly into one special central stave at the bottom end of the cask.
WOOD DOOR WITH SILICON GASKET

Fitted into a special central stave, complete with stainless steel screw and reinforced brass nut, wooden cross piece and silicon gasket.
FULL DRAINAGE PIPE IN 18/8 AISI 304 STAINLESS STEEL

Fitted into a special central stave, complete with stainless steel screw and reinforced brass nut, wooden cross piece and silicon gasket.
18/10 AISI 316 STAINLESS STEEL BUNG-HOLE STOPPER

16-22cm diameter, 9cm high, complete with pressure valve in steel or Moplen. Stainless steel full drainage pipe.
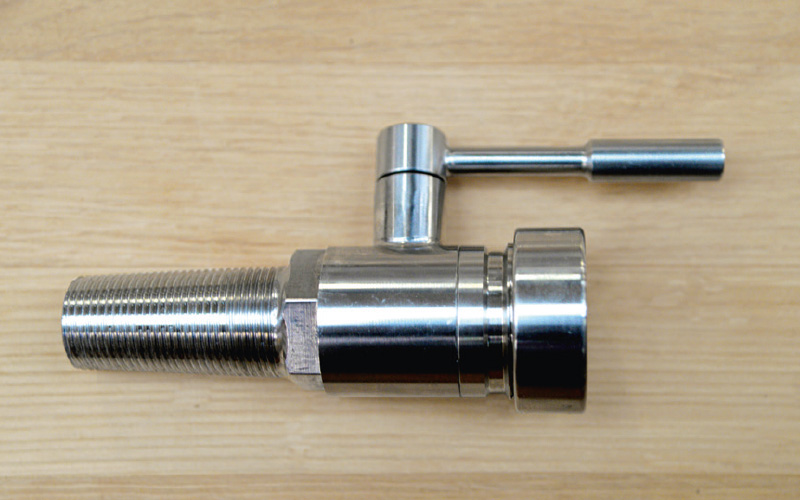
30mm AISI 304 STAINLESS VALVE FOR COMPLETE DISCHARGE.
HAND-CARVED ENGRAVING

Personalized casks with our exclusive hand-carved engraving on the front end.
BRANDING IRON

Casks, vats and barrels customised with any icon.
PRINTING VARNISH

Casks, vats and barrels can be customised, reproducing trademarks, family coats of arms or wine logos.
Size table
| APP. CAPACITY IN HECTOLITRES | MAX. LENGTH EXTERNAL STAVES APP – CM | THICKNESS EXTERNAL HEAD STAVES APP – MM | MAX. EXTERNAL BELLY DIAMETER APP – MM | WORKING BOTTOM THICKNESS APP – MM | WEIGHT IN TONS APP |
| 10 | 130 | 55 | 125 | 55 | 0,27 |
| 15 | 150 | 55 | 145 | 55 | 0,36 |
| 20 | 160 | 55 | 155 | 55 | 0,41 |
| 25 | 170 | 55 | 165 | 55 | 0,48 |
| 30 | 180 | 55 | 175 | 55 | 0,54 |
| 35 | 190 | 55 o 65 | 185 | 65 | 0,6 – 0,65 |
| 40 | 200 | 55 o 65 | 195 | 65 | 0,7 – 0,8 |
| 50 | 210 | 55 o 65 | 210 | 65 | 0,8 – 0,9 |
| 60 | 220 | 65 | 225 | 65 | 1,00 |
| 70 | 230 | 65 | 235 | 75 | 1,15 |
| 80 | 240 | 65 | 245 | 75 | 1,30 |
| 90 | 250 | 65 | 260 | 85 | 1,45 |
| 100 | 260 | 65 | 265 | 85 | 1,60 |
| 125 | 270 | 65 o 75 | 285 | 85 | 1,7 – 1,8 |
| 150 | 290 | 65 o 75 | 305 | 85 | 2,0 – 2,2 |